
“تخته سه لا چیست” یا بهتر است بگوییم ” تخته سه لا چگونه ساخته میشود؟” میتوان فرض کرد که هر کسی که قبلاً با این تختهها کار کرده است، میتواند با بررسی ورقها، کمی در مورد نحوه ساخت آن بداند. برای شروع، ظاهر لایه لایه این تخته به تنهایی کافی است تا به شما اجازه دهد استنباط کنید که تخته سه لا با لایه لایه کردن ورقههای نازک روکش چوب روی هم برای تولید یک ورق چوب محکمتر ساخته میشود. سپس نام “تخته سه لا” خود از این واقعیت ناشی میشود که این ماده کامپوزیت چوبی از “لایههای” نازک یا لایههای چوب ساخته شده است.
اما این لایههای چوبی دقیقاً چگونه ساخته میشوند؟ و چگونه آنها به هم چسبانده میشوند تا به قدری محکم و ایمن باشند که بتوانیم این محصول را به عنوان یک ماده چوبی مستقل در نظر بگیریم؟ برای روشن کردن تمام اسرار تولید آن، در این مقاله قصد داریم تا مراحل کامل گام به گام مورد استفاده برای تولید را تشریح دهیم.
مرحله 1: انتخاب و آمادهسازی الوارهای چوب

آماده سازی الوار برای تولید تخته سه لا
اولین قدم در “نحوه ساخت تخته سه لا” تولید هر نوع تخته سه لا یا سایر مواد کامپوزیت چوبی، انتخاب مواد خام مورد استفاده در طول فرآیند تولید است. به طور طبیعی، هدف اصلی در اینجا تهیه الوارهایی است که بتوانند روکشهایی با ظاهر یکنواخت تولید کنند، بسته به گونه درخت.
به طور کلی، چوبهایی که برای تولید تخته سه لا استفاده میشوند به دو دسته اصلی تقسیم میشوند:
- چوبهای سخت: این چوبها معمولاً از درختانی مانند بلوط، توس، افرا، ماهون، راش و … به دست میآیند. تخته سه لایی که از چوبهای سخت تولید میشود، استحکام و مقاومت بالاتری دارد و برای مصارف صنعتی و ساختمانی که نیاز به استحکام بالا دارند، مناسب است.
- چوبهای نرم: این چوبها معمولاً از درختانی مانند کاج، صنوبر، سرو و … به دست میآیند. تخته سه لایی که از چوبهای نرم تولید میشود، سبکتر و ارزانتر است و برای مصارف عمومی و ساختمانی که نیاز به استحکام بسیار بالا ندارند، مناسب است.
مرحله 2: عبور الوارها از ماشینهای پوستکنی و برش
دقت در فرآیند ساخت این تختهها حیاتی است. در نهایت، اگر روکشهای چوبی شما دارای بافتها، طولها یا ضخامتهای مختلفی باشند، میتواند فرآیند لایه لایه کردن و ساخت ورقهای تخته سه لا را پیچیده کند.
برای شروع مرحله شماره 2 در فرآیند ساخت، الوارهای چوبی شما باید قبل از پوستکنی به طولهای یکنواخت بریده شوند. هر دو این مراحل با استفاده از ماشینآلات مخصوص انجام میشود: یک ماشین برش چوب صنعتی و یک ماشین پوستکنی تخصصی. ماشینهای پوستکنی معمولاً از چرخهای سنگزنی دندانهدار تیز یا حتی جتهای آب با فشار بالا برای حذف صاف پوست از الوارها هنگام چرخش در ماشین استفاده میکنند.
از اینجا، الوار پوستکنده شده معمولاً به یک ماشین برش دیگر منتقل میشود، جایی که یک اره دایرهای آنها را به بخشهایی برش میدهد که برای تولید ورق تخته سه لا استاندارد مناسب هستند.
مرحله 3: پوستکنی و برش الوارها به ضخامت و طول مورد نظر

خیساندن و پوست کندن الوارهای چوبی
پس از برش و پوستکنی، مرحله بعدی گرم کردن و خیساندن چوب است تا اطمینان حاصل شود که برای مرحله بعدی و یکی از حیاتیترین مراحل این فرآیند: پوستکنی و برش الوارها به ورقههای نازک چوب، آماده است. با استفاده از یک ماشین تراش پوستکنی چرخشی، الوارهای چوب به ورقههای نازک و یکنواخت چوب یا ورقههای پوستکنده میشوند.
اینها میتوانند به صورت یک ورق پیوسته تولید شوند یا میتوانند به طور خودکار به طول مورد نظر خود برش داده شوند. اگر از قبل برش داده نشده باشند، ورقههای چوبی فرآوری شده سپس بازرسی و به ابعاد طراحی شده خود برش داده میشوند تا مرحله شماره 3 در فرآیند ساخت تکمیل شود. بازرسی روکشهای چوب در این مرحله میتواند به تولیدکنندگان کمک کند تا هر گونه نقص قابل مشاهده در چوب را حذف کنند.
مرحله 4: خشک کردن روکشهای چوبی
اکنون که روکشهای چوبی شما آماده شدهاند، زمان خشک کردن آنها است. حذف رطوبت اضافی از روکشهای چوبی شما برای اطمینان از اینکه لایههای تخته شما میتوانند به طور مورد نیاز به افزودن درزگیرهای چسب پاسخ دهند، حیاتی است که بعداً در مرحله شماره ۶ خواهد آمد.
روکشهای چوبی با تغذیه آنها از طریق خشککنهای غلتکی خشک میشوند که همچنین برای سرعت بخشیدن بیشتر به فرآیند خشک کردن، گرما تولید میکنند. گرمای تولید شده توسط خشککنهای غلتکی ممکن است با پوست درخت، روکشهای دور ریخته شده (یعنی روکشهایی با نقصهای بیش از حد چوب)، خاک اره و سایر بقایای آسیاب نیز تأمین شود.
مرحله 5: آمادهسازی ورقهای تخته سه لا
اکنون که روکشهای چوبی شما خشک شدهاند، زمان شروع ترکیب ورقهای تخته فرا رسیده است. این فرآیند همچنین تولیدکنندگان را به بررسی روکشهای چوبی خشک شده و طبقهبندی آنها به سه دسته: رویه، پشت و هسته میپردازد.
این دستهها به تعیین اینکه تولیدکنندگان میتوانند انتظار داشته باشند که این ورقها در کجا در فرآیند لایه بندی قرار گیرند، کمک میکند. همانطور که انتظار دارید، روکشهای چوبی رو به جلو آنهایی هستند که ظاهر با کیفیت بالاتری خواهند داشت. تولیدکنندگان سپس از روکشهای چوبی با کیفیت پایینتر برای تشکیل هسته استفاده میکنند و سپس از یک درجه دیگر مانند درجه A یا B برای سطح پشتی استفاده میکنند.
به طور کلی، حداقل پنج یا چند لایه چوبی برای ساخت لایه هسته هر ورق تخته سه لا استفاده میشود. بسته به ضخامت آنها، برخی از ورقهای تخته سه لا ممکن است دارای لایههای داخلی اضافی نیز باشند که نوارهای عرضی نامیده میشوند. اینها بین روکشهای رو به بیرون و لایه هسته قرار دارند.
مرحله 6: استفاده از چسبهای درزگیر روی ورقهای تخته سه لا
پس از ترکیب ورقها، مرحله بعدی استفاده از چسبهای درزگیر روی ورقهای تخته است تا اطمینان حاصل شود که لایهها به هم چسبیده میشوند. تولیدکنندگان از پخشکنندههای چسب مکانیکی استفاده میکنند که اطمینان حاصل میکنند که چسبها به طور یکنواخت روی ورقها پخش میشوند.
چسبهای درزگیر یا چسبهای استفاده شده برای آببندی تختهها تا حد زیادی به نوع تختهای که میخواهید تولید کنید بستگی دارد. برای مثال، اگر به دنبال تولید تخته سه لایه دریایی هستید، باید از یک درزگیر مقاوم در برابر آب (یا یک چسب نوع A) استفاده کنید. چسبهای درزگیر نوع A معمولاً رزینهای فرمالدئید فنولیک هستند، در حالی که چسبهای نوع B بیشتر احتمال دارد که ملامین-اوره-فرمالدئید (یا MUF) باشند. چسبهای درزگیر نوع C و نوع D معمولاً رزین اوره-فرمالدئید (یا UF) هستند.
پس از استفاده از چسبهای درزگیر، تمام ورقهای روکش به صورت لایههای فرد به هم چسبانده میشوند. ورقها همچنین قبل از چسباندن برای ایجاد یک الگوی دانه متقاطع به زوایای مختلف چرخانده میشوند. لایه بندی روکشهای چوب در این الگوی دانه متقاطع به تقویت یکپارچگی ساختاری ورقهای تخته سه لا کمک میکند و برش تخته را آسانتر میکند.
در واقع، اگر دقیق نگاه کنید، ممکن است بتوانید این الگوی دانه متقاطع را روی ورقهای تخته سه لایه ساختاری مشاهده کنید. با این حال، مهم است توجه داشته باشید که این الگوی لایه بندی روکشها برای تولید تختهها غیر ساختاری نیز استفاده میشود.
مرحله 7: پرس کردن ورقهای تخته سه لا برای تثبیت چسبها
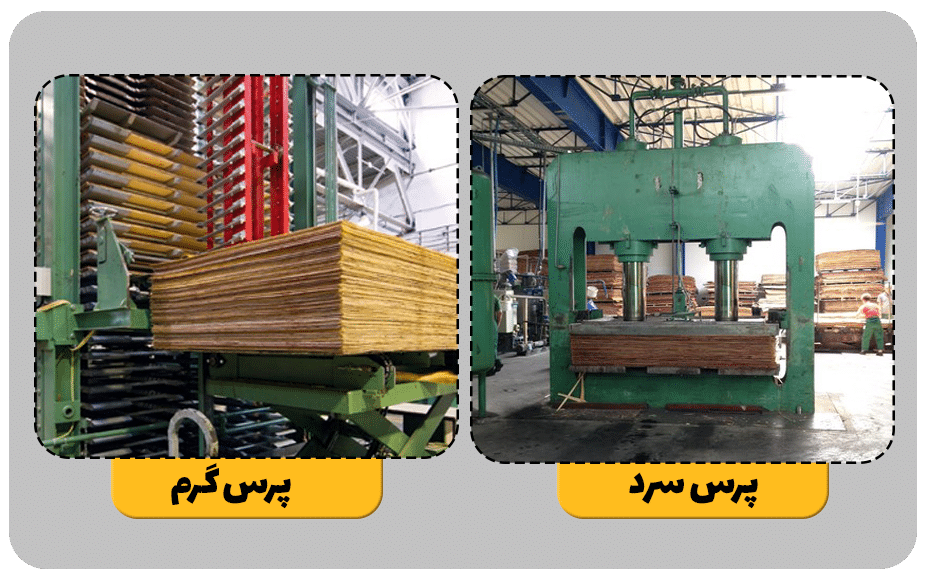
پرس سرد و گرم تخته سه لا
از آنجایی که رزین باید گرماسخت شود، بهترین روش برای پرس کردن ورقها به سادگی استفاده از یک پرس سرد به دنبال یک پرس حرارتی فعال است. پرس سرد معمولاً در دمای محیط و با فشار هیدرولیک کنترل شده انجام میشود. این مرحله مقدماتی فرآیند پرس فقط حدود ۲۰ دقیقه طول میکشد و منجر به تثبیت پیوندهای آنها و همچنین اطمینان از صاف شدن کافی ورقهای تخته میشود.
پس از اتمام پرس سرد، ورقها به پرس گرم منتقل میشوند تا اطمینان حاصل شود که درزگیرهای رزینی میتوانند فعال شوند و پیوندهای بین تمام روکشهای چوبی را تثبیت کرده و فرآیند تولید را تکمیل کنند. پرس گرم معمولاً کمتر از ۱۰ دقیقه طول میکشد، اما مدت زمان این مرحله به نوع چوب در حال پردازش و همچنین ضخامت محصولات نهایی بستگی دارد.
مرحله 8: کنترل کیفیت

کنترل کیفیت تخته سه لا
اکنون که ورقهای نهایی را در دست دارید، زمان انجام یک بررسی کنترل کیفیت فرا رسیده است تا اطمینان حاصل شود که محصولات تخته سهلایی که تولید شدهاند به یک استاندارد یکنواخت از کیفیت پایبند هستند. در این مرحله از فرآیند تولید، ورقهای تخته سه لا از نظر استحکام مکانیکی، استحکام چسبندگی و انتشار فرمالدئید آزمایش میشوند. این برای اطمینان از مناسب بودن مواد تخته سه لا برای استفاده داخلی، زیرا انتشار بیش از حد فرمالدئید میتواند بر کیفیت هوا تأثیر منفی بگذارد، حیاتی است.
بررسی کنترل کیفیت همچنین به تولیدکنندگان تخته سه لا این فرصت را میدهد تا ورقهای تخته سه لا را از نظر هرگونه نشانهای از ترک یا شکاف بررسی کنند. اگر هر یک از این نقصهای تولید یافت شود، با پرکنندههای چوبی مانند بتونه به سرعت برطرف میشوند.
مرحله 9: سنبادهزنی و برش تخته سه لا
پس از اینکه ورقها از فرآیندهای کنترل کیفیت عبور کردند، در نهایت زمان سنبادهزنی و برش تختهها برای اطمینان از حفظ ضخامت و ظاهر یکنواخت فرا میرسد. این مرحله برای اطمینان از اینکه محصولات نهایی شما به استانداردهای بازار پایبند هستند و سطح صافی را ارائه میدهند که آنها را برای دست زدن بدون هیچ گونه تجهیزات محافظتی مانند دستکش ایمن میکند، حیاتی است. سنباده زدن محصولات نهایی تخته سه لا نیز به زیباتر شدن محصول برای مصرفکنندگان کمک میکند.
معمولاً تولیدکنندگان تخته سه لا قبل از برش آنها، برای اطمینان از رعایت پیکربندیهای اندازه تجاری، هر دو سطح پشت و جلوی ورقهای تخته سه لا را سنباده میزنند. از آنجایی که تخته سه لا برای کاربردهای بسیار دقیقی مانند ساخت و ساز، نجاری و نجاری عمومی استفاده میشود، بسیار مهم است که ورقهای تخته سه لا به استانداردهای اندازه پایبند باشند، به خصوص هنگام گذر از نحوه ساخت تخته سه لا.
مرحله 10: بستهبندی تخته سه لا برای آمادهسازی فروش تجاری
در این مرحله نهایی، شما تخته سهلایی با بافت، ضخامت و ظاهری یکنواخت خواهید داشت. تنها کاری که باقی میماند، بستهبندی آن، اطمینان از علامتگذاری یا مهر زدن آن (یعنی با در نظر گرفتن تمام ویژگیها، درجهبندی و اطلاعات اندازه) و سپس آماده شدن برای ارسال به تأمینکنندگان مواد است.